前書き
個人的な2023年中の目標として、基板を設計し、メーカーに発注するというものがあった。
無事達成することができたのだが、自力でどこまでできるのか気になってCNCルーターを購入した。
そこそこノウハウがたまってきたので共有したいと思う。
使用機材
・CNCルーター:Genmitsu CNC 3018-PRO

・アプリ:
・KiCad 7.0
・FlatCAM 8.994 BETA
・Vカッター:0.1mm / 10°
自分はアリエクで適当に調達している。例えば以下。

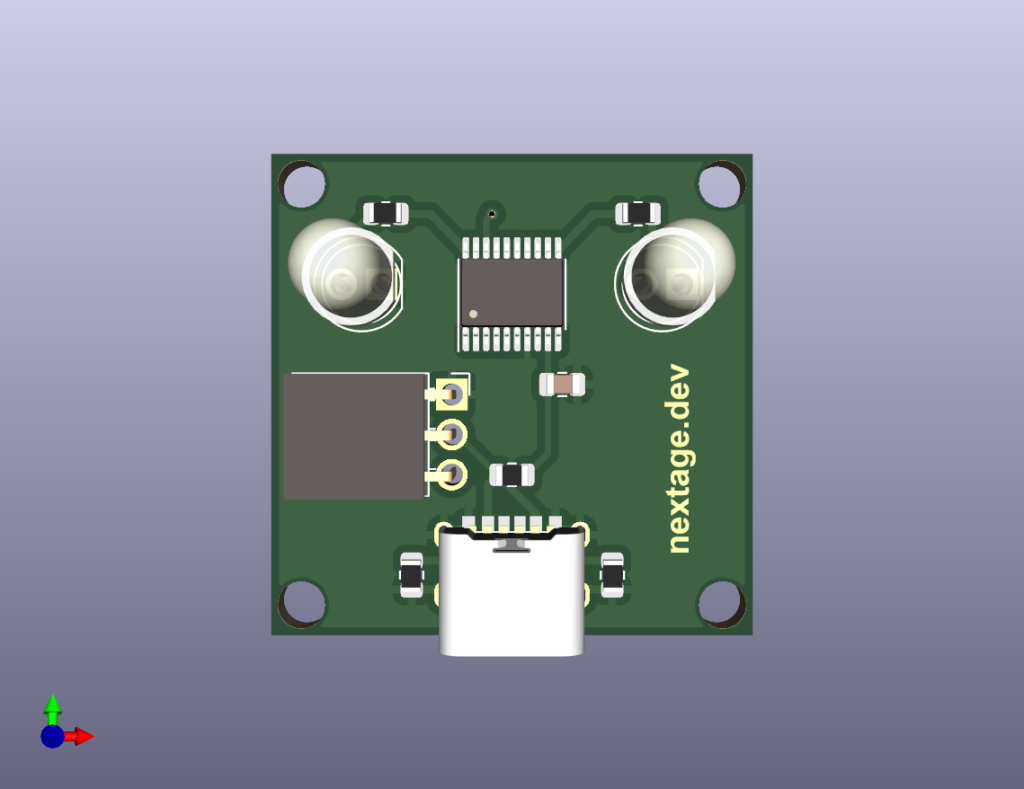
今回の制作物
今回の題材として、USB Type-Cポートから給電可能な、CH32V003 (TSSOP20)を使用したLED点灯回路を作成する。配線幅は0.4mm or 0.5mmとしている。
両面基板ということで、表面実装部品、DIP部品、ビアをすべて含む構成にしてみた。
手順
基本的な手順については省略。
特に伝えたい部分のみ記載する。
KiCad
まずDIP部品を挿入するスルーホールについて、通常の基板では無電解銅めっきを用いて構築されるが、自作基板で一般的なスルーホールを構築することはできない。
そこで、リベットナットを取り付けることで、擬似的なスルーホールを構築する。
自分は下記の部品を使用している。

ここで、リベットナットの径がM1.3であるから、基板には+0.1mmした1.4mmの穴を開ける。
(ピッタリ1.3mm開けても嵌まらない。)
そのため、KiCad上ですべてのスルーホールの穴サイズを1.4mmに設定しておく。
銅箔も含むサイズは2mmとしているが、より大きく確保できるなら穴開け時の誤差によって銅箔が剥がれてしまう可能性を低減できるため、そうすべきである。

ビア部分は表裏が導通すれば良く、スルーホールである(穴が開いている)必要はない。今回は0.3mmのはんだメッキ線を通すことで導通させる。そのため、+0.1mmした0.4mmの穴を開ける。
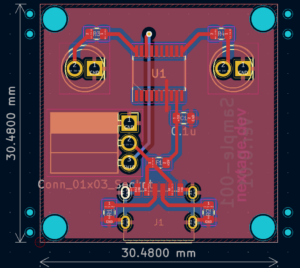
また、位置合わせのための穴について。
今回は基板外形の外に、2つ並び(2.54mmピッチ)で4箇所開けることにした。
2.54mmピッチである理由は、誰の手元にでもあるだろうピンヘッダーを位置合わせに用いるためである。
FlatCAM
意外と他サイトを見てもよく分からなかったのが本ツールである。
自分が基板制作する際に行っている方法を順に説明していく。
1. 表面の回路切削
とりあえず、F.CuとEdge Cuts層を開く。
(Edge Cuts層は本来現時点で開く必要は無いが、分かりやすさのために開いている。)
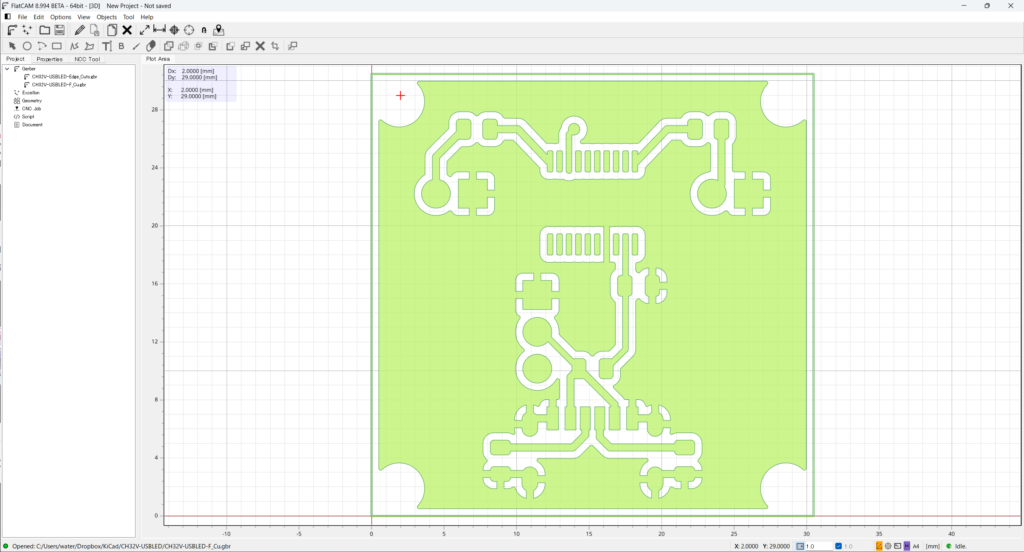
次に、左ペインのProjectタブにある、F.Cuのガーバーデータをダブルクリックする。
TOOLSから、NCC Toolを選択する。
・Isolation Routing:銅箔領域と非銅箔領域の境界のみを切削する。
・NCC Tool:非銅箔領域の切削。
NCC = Non-Copper Cleaningの略である。
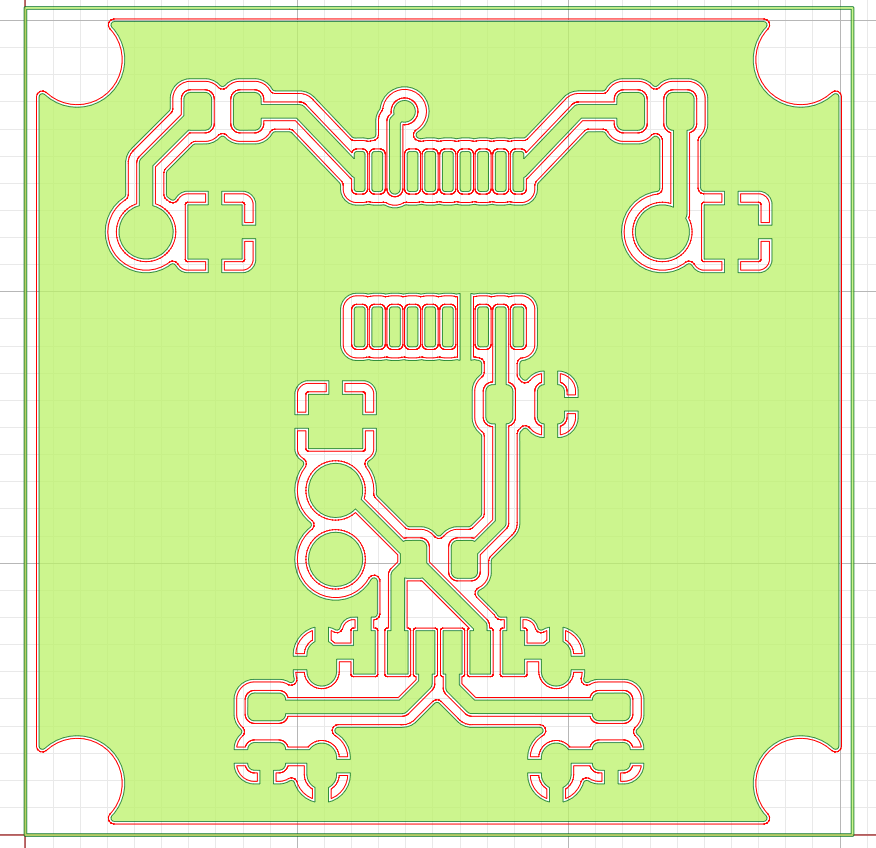
Isolation Routing
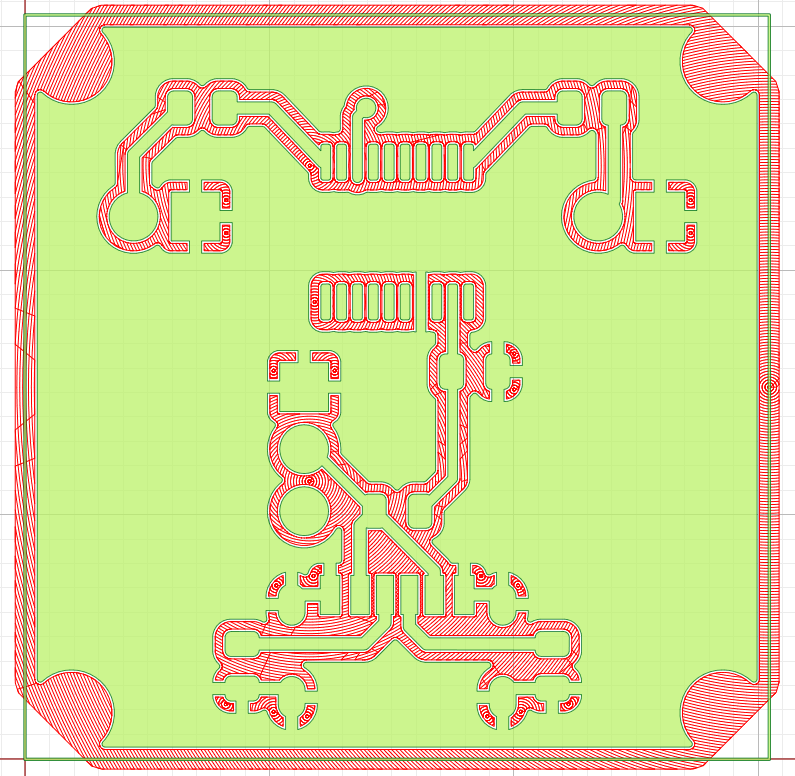
NCC Tool
今回はVカッター1種類で切削するため、まずTools Tableにデフォルトで存在する2種類のうち片方を削除する。次に、残った1種類のTTを「V」に、DiameterにVカッターの径を入力する。
ただし、ここで入力する径は切削深さを考慮した径を入力する必要がある。
(形状がVのため、深く切削するほど切削幅(=径)も大きくなる)
これは、FlatCAM内のツールで自動計算することができる。
まず、[Tool] → [Calculators] と進む。すると、V-Shape Tool Calculatorが現れる。
それぞれ、下記の情報を入力する。
Tip Diameter: Vカッターの刃径
Tip Angle: Vカッターの角度
Cut Z: 切削深さ
ここでは、0.1mm / 10°のVカッターを使用し、0.045mmの深さで切削したいとする。
ただしVカッター自体の工作精度やCNCルーターのブレなどを考慮し、刃径は0.19mmとする。
(この辺は手探りで・・・)
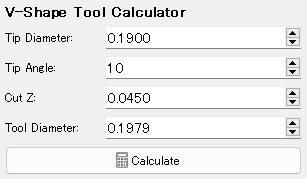
これらのパラメータを入力すると、Tool Diameterは0.1979と自動算出される。
この値を、先程のNCC Tool→Tools TableのDiameterに入力する。
Generate Geometryを押すことで、切削パスが生成される。
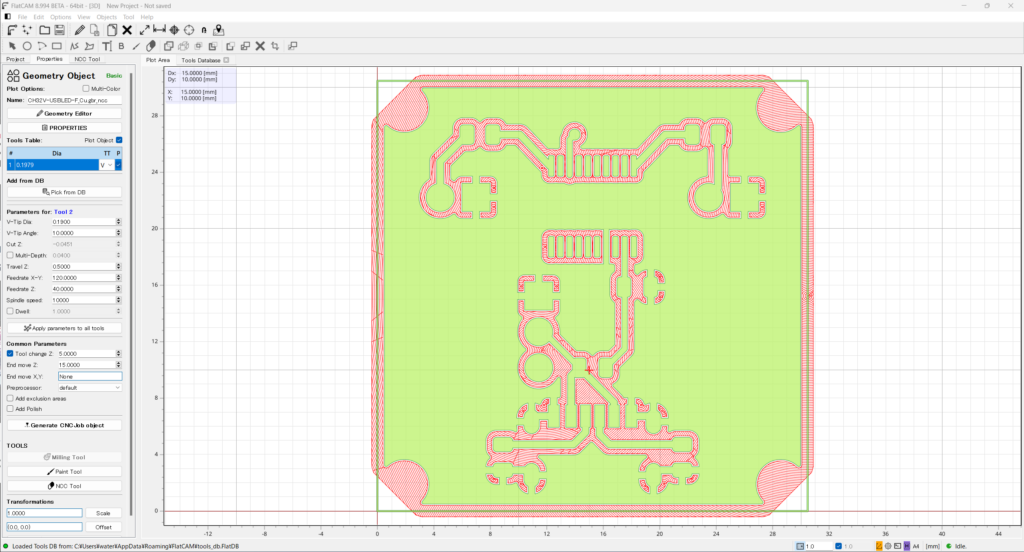
まず、Cut Zが先程決めた値と一致しているか確認する。
異なる場合は、Tools TableのDiaやToolのV-tip Dia/Angleが正しいかを確認する。
また、そもそもV-Tip関連の項目が表示されない場合は、NCC ToolでTools TableのTTを「V」に指定したことを確認する。(Vカッターとその他ではUIが異なる)
Geometry Objectで設定すべきパラメータは下記の通り。
Feedrate X-Y: XY軸の移動速度。自分は120にしているが、早すぎると刃が折れる。
最初は60くらいで様子を見ても良いかもしれない。
Feedrate Z: Z軸の移動速度。自分は40にしている。
初めは触らなくていいが、慣れてきたら追加で設定しておきたいパラメータは下記の通り。
Travel Z: 非切削時にXY軸を移動するときのZ軸の位置。
これがデフォルト値だと、切削と非切削との間でのZ軸の移動時間が無駄に掛かり勿体ない。
自分は0.5に設定している。
Tool change Z: Vカッター1本しか使わないのでここをいじる必要は本来無いのだが、
切削開始時の高さが本パラメータを参照するため、デフォルト値だと基板まで
到達するのにかかる時間が勿体ない。自分は5に設定している。
それぞれパラメータをセットしたら、Generate CNCJob objectを押して、
生成されたCNC Jobを保存し、切削ソフト(自分はCandleを使用)にて切削する。
切削
切削ソフトの基本的な使用方法については割愛。
(以降は執筆中・・・)